NB/T 47065—2018标准6:鞍式支座制造技术要求和选用方法
7制造技术要求
7.1 焊接可采用电弧焊或气体保护焊(使用药芯焊丝除外),焊材应根据支座材料参照有关标准选 用。焊接接头型式和尺寸应符合GB/T 985.1的规定。
7.2 鞍式支座本体的焊接,采用双面连续角焊。鞍式支座与容器圆筒焊接采用连续焊。焊缝腰高 取较薄板厚度的0.4倍0.6倍,且不小于5mm。
7.3 焊缝表面不得有裂纹、夹渣、气孔和弧坑等缺陷,并不得残留有熔渣和飞溅物。
7.4 垫板应与容器壁贴合。
7.5 鞍式支座螺栓孔间距l2允许偏差值为±2mm。
7. 6 鞍式支座的螺栓孔和其他部分的制造公差分别按GB/T 1804中m级与GB/T 1804中c级精度。
7.7 与腹板相接侧的筋板两端应切成25x45。的倒角(图中注明者除外)。
7. 8 鞍式支座所有组焊零件周边粗糙度为Ra50μm
7.9 若容器壳体有热处理要求,鞍式支座垫板应在热处理前焊于容器上。
7.10 鞍式支座组焊完毕,各部件应平整,不得翘曲。
8选用方法
8. 1鞍式支座型式选定
a )按鞍式支座实际承载的大小确定选用轻型或重型鞍式支座;
b)按容器圆筒强度的需要确定选用120。包角或150。包角的鞍式支座;
c)换热器优先选用120。包角或150。包角的重型鞍式支座。
8.2 鞍式支座允许载荷
第4章中给出了标准高度下鞍式支座的允许载荷,当鞍式支座高度高于标准高度时,鞍式支座 允许载荷随之降低,应予以修正。
8.3 垫板选用
公称直径DN≤900mm的容器,鞍式支座分为带垫板和不带垫板两种结构型式;当符合下列条件之一时,必须设置垫板:
a)容器圆筒有效厚度小于或等于3mm;
b)容器圆筒鞍式支座处的周向应力大于规定值;
c)容器圆筒有热处理要求;
d)容器圆筒与鞍式支座间温差大于200℃;
e)当容器圆筒材料与鞍式支座材料不具有相同或相近化学成分和性能指标。
8.4 鞍式支座安装要求
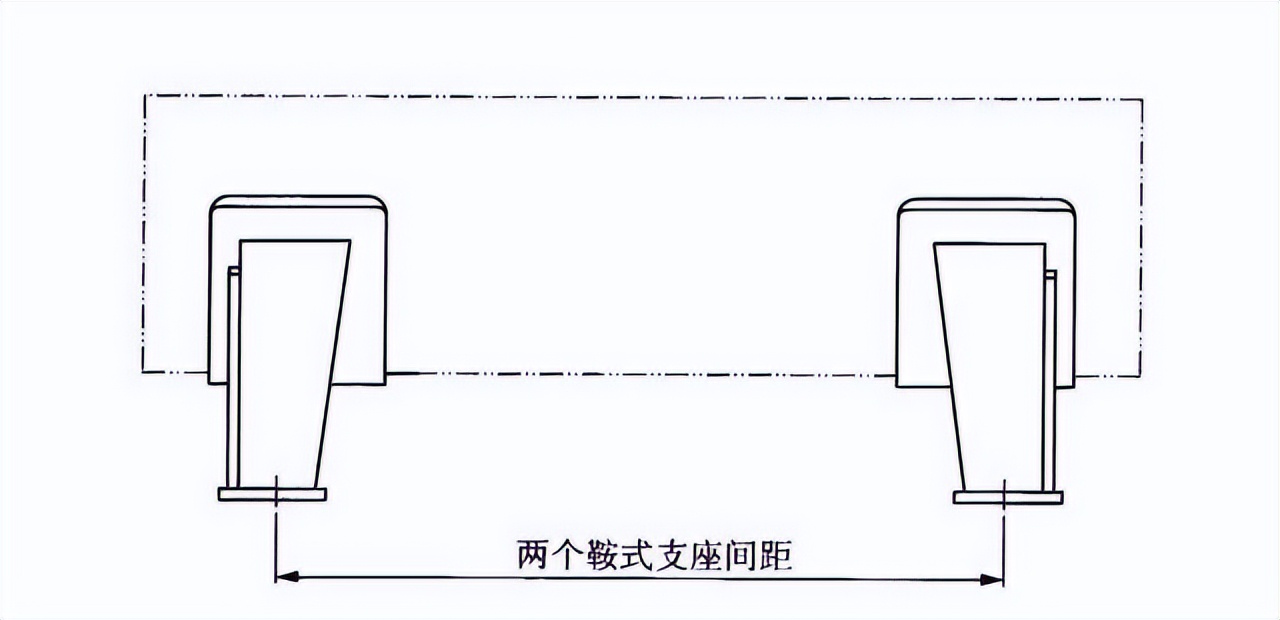
8.4.1 当容器操作壁温与安装环境有较大差异时,应根据容器圆筒金属温度、两鞍式支座间距, 按附录B核算螺栓孔长度
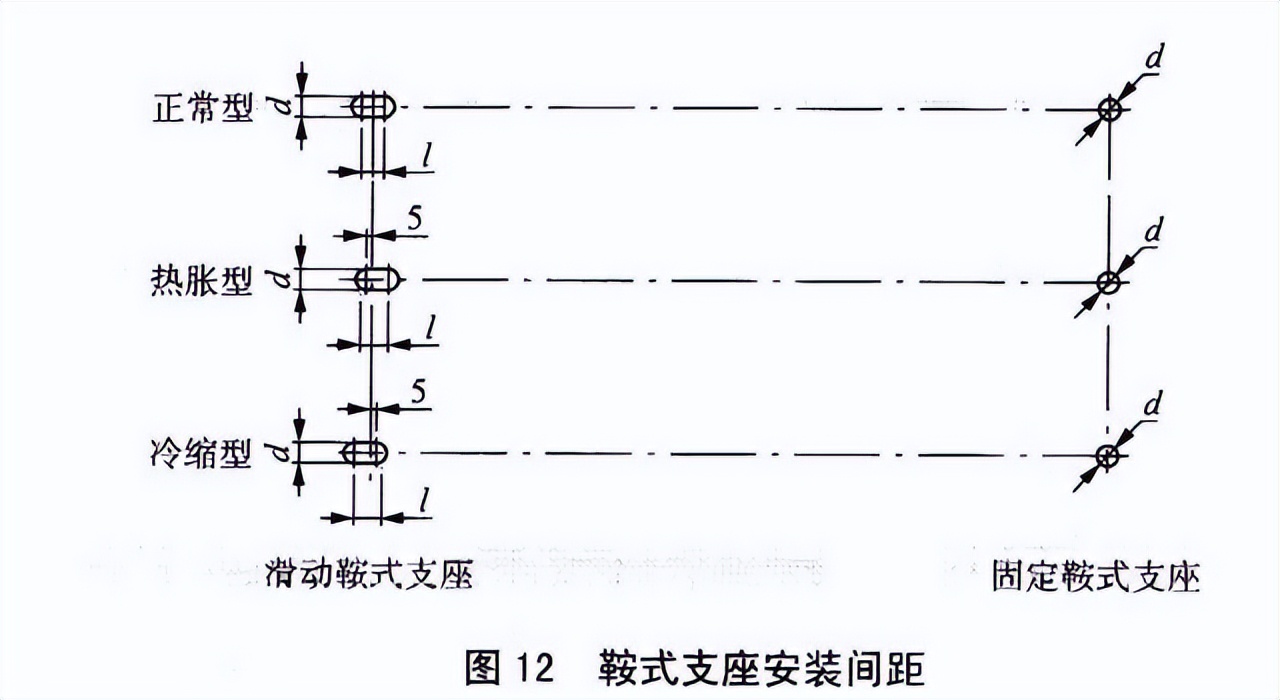
8.4.2 鞍式支座螺栓孔应根据容器不同膨胀形式,按图12要求进行布置和安装。
8. 5 基础垫板
当容器基础为钢筋混凝土时,滑动鞍式支座底板下面必须安装基础垫板,基础垫板必须保持平整光滑,垫板尺寸参照附录C确定。基础垫板由设计者在图样上规定其供货关系。